
模具案例

- 上一篇:模具案例
- 下一篇:没有了;
相关产品


相关新闻
-
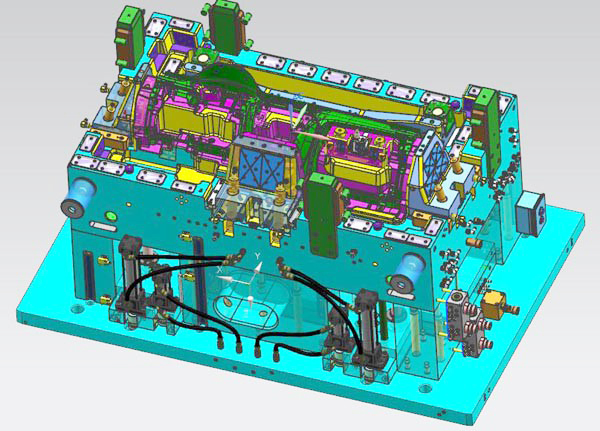
上海汽配模具 [2023-07-08]
上海汽配模具是一家位于上海的汽车配件制造企业。该公司专注于开发和生产各种汽车配件模具,以满足不同车型的需求。多年来,上海汽配模具以其高质量、可靠性和创新性而闻名于业界。作为汽车行业的重要组成部分,汽车配件起着至关重要的作用。它们不仅保证了汽车的正常运行,还可以提升汽车的性能和功能。上海汽配模具理解这一点,并致力于为客户提供的汽车配件模具,以满足市场的需求。上海汽配模具拥有一支经验丰富、技术精湛的研
-
选择汽车模具加工厂家有几点要注意 [2021-05-29]
选择汽车模具加工厂家有几点要注意 汽车模具加工厂家在现在市场上有很多家,在具体选择的时候,大家也可以看看哪些公司在市场中有一定的知名度,能够制作出来的模具质量有保障。我们在具体了解的时候也可以看看专業汽车模具加工厂应该怎么来选择,掌握一定的方式才可以确保选择起来更容易。 1、根据模具制作的设备先进性来选择 专業公司在制作模具的时候,也需要借助一定的设备,因为现在高科技的发展时代需要使用自动化
-
塑胶模具如何进行维护 [2021-12-27]
上海塑料模具使用时间较长,刀刃需打磨,打磨后的刀刃表面须停止退磁,不得有磁性,否则容易卡住。创可贴是一类具有弹性的机器,如绷簧,在使用过程中易发生断裂变形。我们采取了一些改变。更换时一定要注意绷簧的标准型号。标准型号由颜色、外径、长度三项确定,三项均可相反,方可更改。凸模使用过程中,凸模易折断、弯曲和啃咬,凸模套一般易啃咬。凸模和凸模套件的损坏一般由标准相反的整机中止或更换。冲孔机的参

